
In this article, we are going to cover Types of Injection Mold, Parts of Injection Mold, Types of Gate Used in Mold, Advantages, Disadvantages & Applications of Injection Mold.
Introduction
Injection molding is a widely utilized manufacturing process for producing complex and precise plastic components. To achieve high-quality molded parts, an efficient and well-designed injection mold is crucial. Mold design is a multi-faceted process that involves careful consideration of various components and factors. In this blog, we will delve into the intricacies of injection mold, explaining the purpose and functions of each mold component in detail. Additionally, we will explore best practices and considerations that can significantly impact the success of the molding process.
Use of Mold Engineering for Thermo Plastic Material
Mold engineering is a critical aspect of the manufacturing process for thermoplastic materials. It involves designing and creating molds that are used to shape the thermoplastic material into the desired product.
Injection Mold Types
Injection molds are used in the injection molding process to shape molten thermoplastic materials into various products. There are several different types of injection molds, each designed to suit specific manufacturing needs. Here are some common types –
Based on Cavity Layout
- Single Cavity: A single cavity injection mold is a type of mold that has only one cavity or impression in which the molten plastic is injected during the injection molding process. In other words, it can produce only one part per molding cycle. After the part is formed and solidified, the mold opens, and the part is ejected from the mold cavity before the next injection cycle can begin.
- Multi-Cavity: A multi-cavity injection mold, as the name suggests, has multiple cavities or impressions within a single mold. During the injection molding process, multiple parts are simultaneously produced in each molding cycle. The number of cavities in a multi-cavity mold can vary, depending on the desired production volume and the size and complexity of the parts.

Based on Mold Opening & Runner System
- Standard Mold (Two Plate): A two-plate injection mold is a type of injection mold that consists of two main plates, the cavity plate, and the core plate. These two plates are clamped together during the injection molding process to form the mold cavity. The molten plastic is injected into the cavity, filling the space between the cavity and core plates to form the desired part. Once the plastic has cooled and solidified, the mold is opened, and the part is ejected from the cavity for the next molding cycle.

- Three Plate Mold: A three-plate injection mold is a more complex type of injection mold that consists of three main plates: the cavity plate, the core plate, and an additional runner plate or sprue plate. The runner plate forms a separate runner system that allows the molten plastic to reach the cavities without interfering with the part ejection.
- Split Cavity/Stripper Plate Mold: A stripper plate injection mold, also known as a two-and-a-half plate mold, is a type of injection mold used to produce parts with undercuts or features that prevent easy ejection from a traditional two-plate mold. The design of the stripper plate mold allows for the ejection of parts with such features by incorporating an additional moving plate, called the stripper plate.
- Hot Runner Mold: A hot runner injection mold is a type of injection mold used in the plastic injection molding process, where the runner system that delivers molten plastic to the mold cavities is kept at an elevated temperature. Unlike cold runner molds, where the runner channels are solid and must be manually removed after each molding cycle, hot runner molds use heated runner channels to maintain the plastic in its molten state throughout the injection molding process.
- Cold Runner Mold: In contrast to hot runner molds, cold runner molds have unheated runners, and the material in the runners solidifies after each cycle. The solidified runners must be removed and recycled, leading to higher material wastage and longer cycle times compared to hot runner molds. However, cold runner molds are simpler and more cost-effective for certain applications.
- Stack Mold: A stack mold has multiple mold parting surfaces, allowing for the molding of multiple part layers in a single molding cycle. This is particularly useful for thin-walled parts or when doubling production output is required.
Based on the Material Injected
- Thermoplastic Mold: A thermoplastic mold is a specialized tool used in the plastic injection molding process to shape and produce products using thermoplastic materials. Thermoplastics are a type of polymer that can be melted and solidified repeatedly without undergoing any significant chemical change, making them ideal for injection molding, which involves melting the plastic and injecting it into a mold to create a specific shape.
- Thermoset Mold: A thermoset mold is a specialized tool used in the plastic injection molding process to shape and produce products using thermosetting materials. Thermosetting plastics are a type of polymer that, once cured or hardened by heat or chemical reactions, cannot be melted and reshaped like thermoplastic materials. This curing process gives thermoset plastics enhanced properties, such as improved heat resistance and dimensional stability.
- Elastomer Mold: An elastomer injection mold is a specialized tool used in the plastic injection molding process to produce products made from elastomeric materials. Elastomers are a type of polymer known for their elastic properties, such as rubber-like flexibility and resilience. They can be stretched and deformed under stress but return to their original shape once the stress is removed.
- Structural Foam Mold: A structural foam mold is a specialized type of mold used in the structural foam molding process. Structural foam molding is a low-pressure plastic molding technique used to produce large and thick-walled plastic parts with a foamed core. The process involves injecting a foaming agent or gas into the molten plastic to create a cellular structure, resulting in a lightweight, rigid, and strong part.
Based on Injection Molding Process
- Reaction Injection Molding: Reaction Injection Molding (RIM) is a specialized plastic molding process used to produce high-quality, complex, and durable parts with a wide range of applications. Unlike traditional injection molding, which uses thermoplastic materials, RIM employs reactive thermosetting polymers that undergo a chemical reaction to form the final part.
- Rapid Injection Molding: Rapid injection molding, also known as rapid tooling or rapid prototyping injection molding, is a specialized and expedited process used to quickly produce injection molds for the purpose of creating prototype parts or low-volume production runs. It bridges the gap between traditional prototype development and full-scale production by providing a faster and more cost-effective solution for producing functional parts in the desired material and geometry.
- Liquid Injection Molding: Liquid Injection Molding (LIM) is a specialized molding process used to produce high-quality silicone rubber parts with precise dimensions and complex geometries. It is a variation of the injection molding process that uses liquid silicone rubber (LSR) as the material instead of traditional solid thermoplastic resins.
- Gas-Assisted Injection Molding: In gas-assisted injection molding, a controlled amount of gas (usually nitrogen) is injected into the molten plastic after it fills the cavity. This process creates hollow sections or interior features within the part, reducing material usage and enhancing product design flexibility.
- Co-Injection Molding:
- Fusible Injection Molding
- Shot Injection Molding
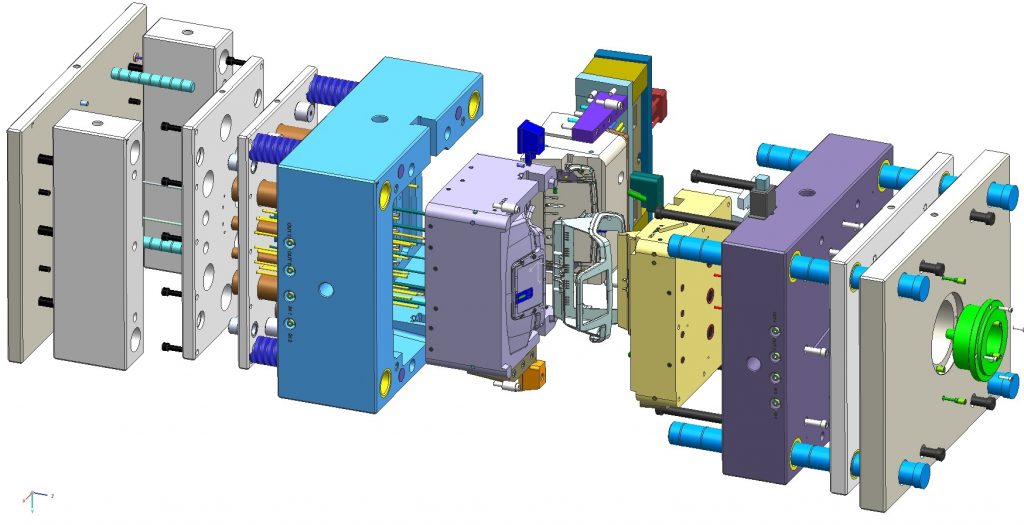
Parts of Injection Mold
Mold Base
The mold base serves as the foundation of the mold. It provides support and stability to all other components while ensuring accurate alignment during the molding process. Typically made of steel, the mold base acts as a platform for mounting the mold cavity, the core, and various other inserts. Its robustness is essential to withstand the pressure and forces exerted during injection molding. In this category below-listed mold parts come –
Mold Top Plate
It is a plate that is a main part of the mold. In this plate locating ring & sprue bush are provided. Where locating ring is used to guide the mold on a machine during mold loading & sprue bush is a pass-way of molten plastic which run from the machine nozzle to the cavity to form molding. This plate is also used for mold clamping on the machine.
Mold Bottom Plate
It is also the main part of a mold, which is placed opposite the end of the top plate. This plate holds the support plate of the ejector assembly and it provides the ejector retraction passageway for the knockout rod or carry gas spring(if applicable). This plate is also used for mold clamping on the machine.
Mold Cavity
The mold cavity is the part of the mold that creates the exterior shape of the final product. When molten plastic is injected into the cavity, it takes on the desired form. The cavity is often machined to precise dimensions to ensure the production of consistent and accurate parts. It is critical to consider factors like draft angles and surface finishes to facilitate smooth ejection of the product from the mold.
Core
The core complements the mold cavity by creating the internal features of the product. It creates voids and spaces within the molded part. Like the mold cavity, the core is also accurately machined to ensure the required product specifications are met. Sometimes, the core may have movable components, called slides or lifters, which enable the molding of more complex geometries.
Runner System
The runner system is a network of channels that allow the molten plastic to flow from the injection molding machine nozzle to the mold cavity. The primary components of the runner system are the sprue, the runners, and the gates. The sprue is the main channel that connects the machine’s nozzle to the mold, and the runners distribute the plastic to various gates leading into the mold cavity. The design of the runner system plays a vital role in determining the flow pattern, cooling, and overall efficiency of the molding process. It is mainly of three types –
Cold Runner System
The cold runner system is the most straightforward and traditional type of runner system. It consists of solid channels that lead from the injection machine’s nozzle to the mold cavities. The molten plastic fills these channels and solidifies along with the part during each molding cycle.
Hot Runner System
Hot runner systems are more advanced than cold runner systems and offer a way to eliminate or minimize the generation of runner scrap. In a hot runner system, the channels leading from the injection machine’s nozzle to the mold cavities are heated and insulated, allowing the plastic to remain molten throughout the molding process.
Insulated Runner System
An insulated runner system is a variation of the hot runner system that uses insulating materials to reduce heat loss from the molten plastic in the runners. This helps to minimize solidification and reduces the chance of short shots or incomplete filling of the mold cavities.
Gates
Gates are the small openings through which the molten plastic enters the mold cavity from the runner system. They control the flow rate and direction of the material, ensuring proper filling of the mold without causing defects like air traps or excessive shear stress. Some common types of gates used in molds are below listed –
Sprue Gate
The sprue gate is the primary and largest gate in the runner system. It connects the nozzle of the injection molding machine to the runner system, allowing the molten plastic to enter the mold cavity.
Submarine Gate (Tunnel Gate)
The submarine gate is a type of gate that is located beneath the surface of the part, and it connects the runner to the part cavity. It is often used when a gate mark on the part’s visible surface is undesirable.
Edge Gate
The edge gate is placed at the edge of the part, allowing the molten plastic to flow directly into the part cavity from the runner.
Pin Gate (Pinpoint Gate)
The pin gate is a small, pinpoint gate placed directly on the surface of the part. It is often used for small and delicate parts.
Diaphragm Gate
The diaphragm gate is a thin, disc-shaped gate that controls the flow of molten plastic into the mold cavity. It is commonly used in multi-cavity molds.
Fan Gate (Tab Gate)
The fan gate is a broad, triangular-shaped gate that distributes the molten plastic evenly across the mold cavity.
Ejector System
The ejector system is responsible for pushing the molded part out of the mold once it has solidified. This system comprises ejector pins that are actuated either hydraulically or mechanically. Ejector pins help avoid damage to the part during ejection, and their strategic placement is crucial to ensure even ejection and prevent warping or distortion of the product.
Cooling System
Efficient cooling is essential to control the solidification process of the plastic and to reduce cycle times. The cooling system consists of cooling channels strategically placed throughout the mold. These channels allow the circulation of a cooling medium, such as water or oil, which helps dissipate the heat from the molten plastic. Proper cooling minimizes the risk of defects and ensures uniform properties throughout the molded part.
Venting System
Venting is the process of expelling air from the mold cavity during injection. If air gets trapped within the mold, it can lead to voids and blemishes on the product’s surface. Venting channels or grooves are incorporated into the mold design to facilitate the escape of air, ensuring a smoother and more consistent surface finish.
Mold Texture
Mold texture is an essential consideration, especially for the cosmetic appearance of the final product. It involves imparting specific patterns or textures onto the mold surface, which transfer to the molded part. Mold texturing is achieved through various techniques like etching, engraving, or using pre-textured inserts. The texture can enhance aesthetics, provide grip, or hide surface imperfections.
Inserts and Overmolding
Inserts are additional components placed inside the mold to mold specific features or provide reinforcement to the final product. Overmolding, on the other hand, is a process that involves molding one material over another. It is commonly used to add soft-touch features or to combine different materials with distinct properties in a single part. Inserts and over-molding expand the design possibilities and functionalities of injection-molded products.
Applications
Injection molds have a wide range of applications across various industries due to the versatility, efficiency, and cost-effectiveness of the injection molding process. Some common applications of injection molds include –
- Automotive Industry: Molds are extensively used in the automotive industry to produce various components and parts, such as bumpers, dashboards, interior trim, door panels, handles, and engine parts.
- Consumer Goods: Molds are used to manufacture a wide range of consumer goods, including electronic device housings, toys, kitchenware, cosmetic packaging, and household appliances.
- Medical Devices: Injection molding is employed to produce medical devices and components like syringes, surgical instruments, catheters, medical tubing, and pill containers.
- Electronics: Injection molding is utilized in the electronics industry to manufacture parts such as computer and smartphone casings, connectors, power adapters, and other electronic components.
- Packaging Industry: Molds are used to produce various packaging materials, including caps and closures, bottles, containers, and lids for food, beverages, and other consumer products.
- Construction and Building Materials: Injection molds are used to produce construction materials like PVC pipes, fittings, roofing tiles, and window profiles.
- Sports and Recreation: Injection molding is used to manufacture sports equipment, including helmets, balls, goggles, and protective gear.
- Electrical and Lighting Industry: Injection molds are used to create components such as switches, sockets, lamp bases, and lighting fixtures.
Advantages
Injection molding offers numerous advantages that make it one of the most widely used manufacturing processes for producing plastic parts –
- High Efficiency and Speed: Injection molding allows for high-volume production of parts with fast cycle times. Once the mold is set up, each cycle produces a new part, resulting in high productivity and efficiency.
- Precise and Complex Part Geometry: Injection molding can produce parts with intricate and precise features, including thin walls, fine details, and complex geometries that may be challenging to achieve with other manufacturing processes.
- Consistency and Repeatability: Injection molding ensures consistent part quality and dimensional accuracy across multiple production runs. The process is highly repeatable, providing uniformity in each molded part.
- Material Versatility: Injection molding supports a wide range of thermoplastic and thermosetting materials, offering flexibility in material selection to meet specific performance and application requirements.
- Minimal Material Waste: Injection molding generates minimal material waste compared to other manufacturing processes. The use of runner systems and hot runner technology can further reduce waste in some cases.
- Reduced Post-Processing: In many cases, parts produced through injection molding require minimal or no post-processing, resulting in cost savings and faster time-to-market.
- Design Flexibility: Injection molding allows for design freedom and the incorporation of various features, such as ribs, bosses, threads, and undercuts, directly into the mold design.
- Cost-Effective for High-Volume Production: Injection molding is cost-effective for large production volumes due to its efficiency and repeatability.
- Surface Finish Options: Molds can provide a variety of surface finishes, from smooth and glossy to textured or soft-touch surfaces, depending on the mold design and material choice.
Disadvantages
While injection molding offers numerous advantages, it also has some limitations and disadvantages. Understanding these drawbacks is essential for making informed decisions about the manufacturing process. Some of the disadvantages of injection molding include –
- High Initial Tooling Cost: The initial investment required for designing and fabricating injection molds can be significant, especially for complex and multi-cavity molds. This cost can be a barrier to small-scale production or prototypes.
- Long Lead Times: The design, fabrication, and testing of injection molds can take weeks or even months, leading to longer lead times before production can begin.
- Limited Material Selection: While injection molding supports a wide range of materials, some high-performance or specialty materials may not be well-suited for the process due to high processing temperatures or other limitations.
- Material Waste: Although injection molding generates less material waste compared to other processes, the presence of runner systems and the need to remove sprues and runners can still result in some material wastage.
- Part Design Limitations: Certain part designs may have limitations due to factors like draft angles, undercuts, and wall thicknesses. Special design considerations are often required to ensure proper mold filling and ejection.
- Tool Maintenance and Repair: Injection molds require regular maintenance and occasional repairs, which can add to the overall production costs.
Here are some frequently asked and searched questions on Google with their answer in short for you. Don’t miss them to read –
What is Injection Mould Design?
Mold design is the process of creating a detailed plan or layout for the construction of an injection mold used in the plastic injection molding process. It is a crucial phase in the overall manufacturing process, as the quality and efficiency of the mold directly impact the final quality and production of the molded plastic parts.
What is the Injection Mould definition?
An injection mold, also known simply as a mold or a tool, is a specialized device used in the plastic injection molding process. It is a precision-made tool that shapes and forms molten plastic material into a specific desired shape, producing plastic parts with high accuracy, consistency, and efficiency.
What are Injection Mold Defects?
A list of injection mold defects is listed below, have a look –
1. Flash
2. Silver Mark
3. Shrinkage
4. Sink Mark
5. Weldline
6. Flow Mark
7. Burn Mark
8. Warpage
9. Short Shot and read more
- Thermoplastic Elastomers (TPE) Material Explained: Types, Properties, Applications & Market
- Comprehensive Guide on Thermoplastic Olefin (TPO) Material – Point-to-Point Explanation
- All-in-One Hot Runner Mold Repair and Troubleshooting Manual
- Comprehensive guide on EPDM in Transfer Molding: Definition, Composition, Manufacturing, Shelf Life, Properties, Pros & Cons, Applications, FAQs.
- Mold Preventive Maintenance Checksheet
https://www.facebook.com/profile.php?id=100094933951516&mibextid=ZbWKwL
https://instagram.com/chaurasiya_the_boss?igshid=ZDc40DBmNjlmNQ==
I truly appreciate this post. I?¦ve been looking all over for this! Thank goodness I found it on Bing. You’ve made my day! Thank you again
Insightful as always
There is noticeably a bundle to know about this. I assume you made certain nice points in features also.